Power Plant to Product

Coal Transportation
Coal is transported to the power plants typically by rail, trucks or conveying systems placed in a coal storage area.
Coal Mills
The coal is then conveyed to storage silos and metered to the coal mills which crush the coal to a certain fineness to achieve efficient
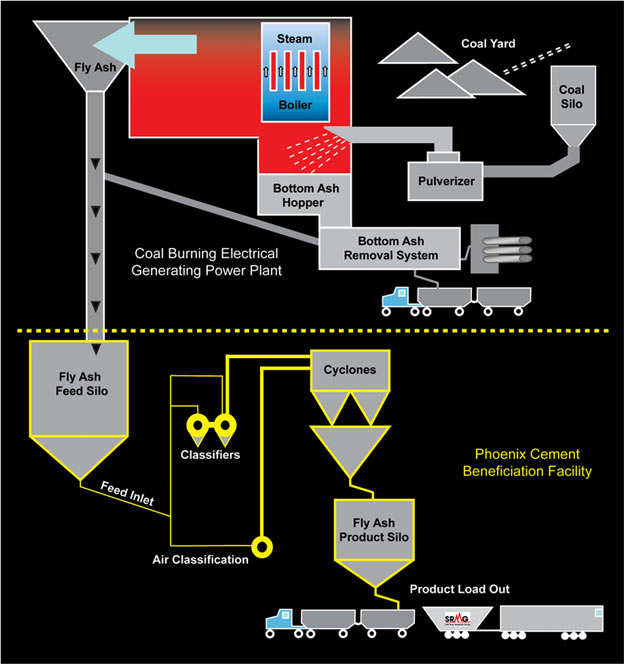
Firebox
The coal is then injected into the firebox where burners regulate the amount of coal to be burned. Burning temperatures in the firebox may exceed 2,700°F. The coal ignites as it enters the fire ball in the firebox. However, all coal contains small quantities of mineral impurities such as clay, shale, sand, dirt and rocks that don’t ignite. These mineral impurities remain after the coal is burned, as either the heavy particles referred to as bottom ash because they drop to the bottom of the boiler or the fine particles referred to as fly ash because they exit the burn zone with flue gases via the duct work.
Bag House/Precipitator
The flue gases which contain the fly ash are passed through bag houses or precipitators which separate and remove the fly ash particles from the gas streams.
Raw Fly Ash Conveying and Storage
Once collected, the raw ash is then conveyed out of the bag house or precipitator via pneumatic conveying lines. At this point, SRMG has equipment installed that can sample and test the fly ash as it is being conveyed.
Inline Testing and Quality Targets
If the raw fly ash does not meet SRMG quality targets, the fly ash is diverted to the utility storage silos for disposal. If the raw fly ash meets SRMG quality targets, the raw fly ash then becomes usable fly ash and is diverted to the SRMG Fly Ash Beneficiation Facility where it will be processed further to meet certain quality criteria targets.
Feed to Classifier
Usable fly ash is metered into the SRMG Beneficiation Facility where the separation of the coarse and fine particles take place. The coarse fly ash drops out of the classifiers and is returned to the utility for potential reuse. The fine fraction that leaves the classifiers becomes product fly ash and is stored in a silo.
Product Fly Ash
Product Fly Ash is stored in SRMG’s product silos to be shipped via railcar or truck to customers or to SRMG distribution facilities.